 焊接工艺卡08-06Cr18Ni11Ti.docx
焊接工艺卡08-06Cr18Ni11Ti.docx
《焊接工艺卡08-06Cr18Ni11Ti.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡08-06Cr18Ni11Ti.docx(4页珍藏版)》请在优知文库上搜索。
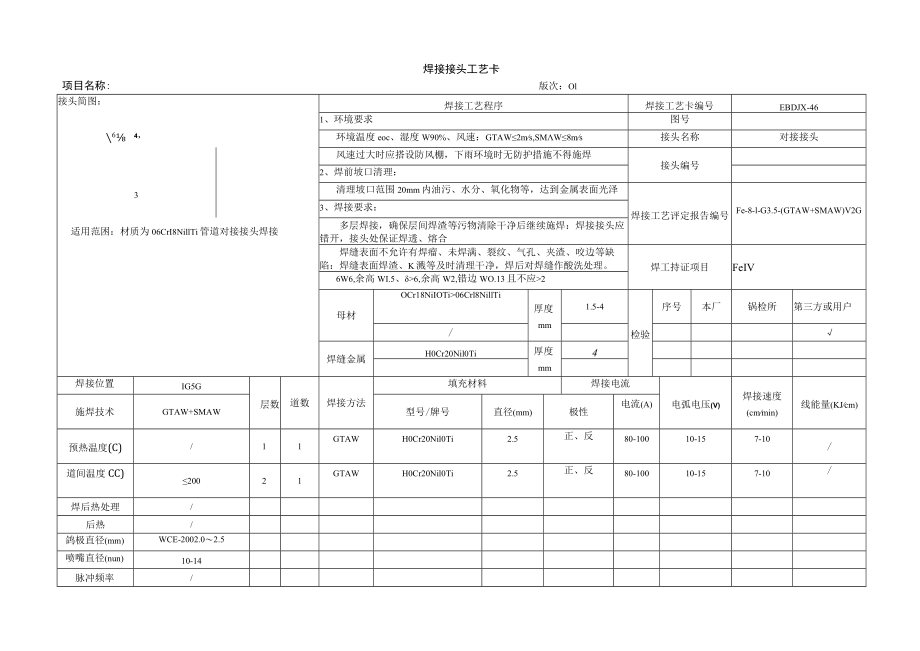
1、项目名称:焊接接头工艺卡接头简图:焊接工艺程序焊接工艺卡编号EBDJX-461、环境要求图号64,环境温度eoc、湿度W90%、风速:GTAW2ms,SMW8ms接头名称对接接头3风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊接头编号2、焊前坡口清理:清理坡口范围20mm内油污、水分、氧化物等,达到金属表面光泽焊接工艺评定报告编号Fe-8-l-G3.5-(GTAW+SMAW)V2G3、焊接要求:适用范困:材质为06CrI8NillTi管道对接接头焊接多层焊接,确保层间焊渣等污物清除干净后继续施焊:焊接接头应错开,接头处保证焊透、熔合焊缝表面不允许有焊瘤、未焊满、裂纹、气孔、夹渣、咬边等缺
2、陷:焊缝表面焊渣、K溅等及时清理干净,焊后对焊缝作酸洗处理。焊工持证项目FeIV6W6,余高WI.5、6,余高W2,错边WO.13且不应2母材OCr18NiIOTi06Crl8NillTi厚度mm1.5-4检验序号本厂锅检所第三方或用户/焊缝金属H0Cr20Nil0Ti厚度mm4焊接位置IG5G层数道数焊接方法填充材料焊接电流电弧电压(V)焊接速度(cmmin)线能量(KJcm)施焊技术GTAW+SMAW型号/牌号直径(mm)极性电流(A)预热温度(C)/11GTAWH0Cr20Nil0Ti2.5正、反80-10010-157-10/道间温度CC)20021GTAWH0Cr20Nil0Ti2.



- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 工艺 08 06 Cr18Ni11Ti
 优知文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
优知文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 2022自身免疫性肝炎的管理JSH临床实践指南主要内容.docx
2022自身免疫性肝炎的管理JSH临床实践指南主要内容.docx
-
2022迟发性医源性胆道损伤的内镜外科治疗策略(全文).docx
-
2022药物性肝损伤的管理的分类、诊断和肝活检(第一部分).docx
-
2022骨质疏松性椎体压缩骨折的诊治现状(全文).docx
-
2022降低糖尿病风险饮食建议(全文).docx
-
2022非肝硬化性门静脉高压症的临床管理现状(全文).docx
-
2022骨质疏松的非药物治疗策略(全文).docx
-
2022震颤的分类、病因、治疗(全文).docx
-
2022血小板在肝细胞癌发生发展中的作用(全文).docx
-
2022软产道裂伤致隐匿性产后出血的早期识别及处理(全文).docx
-
CDC指南:单纯性VVC主要内容.docx
-
2022间质性膀胱炎膀胱疼痛综合征诊治(全文).docx
-
2022近端胃切除术双通道重建研究进展(全文).docx
-
C-反应蛋白(CRP)指标临床应用价值.docx
-
2022褪黑素在女性不孕相关疾病中的生殖调节研究(全文).docx
-
2022高危妊娠滋养细胞肿瘤的治疗(全文).docx
-
2022骨盆投射角与髋关节疾病关系的研究进展(全文).docx
-
2022髋关节置换手术入路的选择(全文).docx
-
CRP、hs-CRP、WBC的相互关系解析.docx
-
2022骨塑建在骨质疏松症防治中的作用(全文).docx
-
2022银行员工个人工作心得体会范文(五篇).docx
-
XX养老机构节能降耗实施方案.docx
-
2022季学期班级安全工作计划表范文(五篇).docx
-
2022党风廉政专题党课讲稿范文(通用三篇).docx
-
2022BMJ痛风的诊断和治疗(全文).docx
-
2022ESMO胃癌指南新疗法(全文).docx
-
2022ROSAH综合征的临床特点与治疗(全文).docx
-
2022最新版中国胃癌诊疗指南解读(全文).docx
-
《电工电子》考试大纲.docx
-
《战略合作框架协议》.docx
-
XX市参加重大体育比赛奖励办法(征求意见稿).docx
-
伙委会会议流程.docx
-
幼儿园古诗《饮湖上初晴后雨》FLASH课件动画教案参考教案.docx
-
幼儿园科学活动《小动物过冬》FLASH课件动画教案参考教案.docx
-
幼儿园古诗《竹枝词》FLASH课件动画教案参考教案.docx
-
幼儿园叶公好龙PPT课件教案图片参考.docx
-
幼儿园古诗教学《江南春》FLASH课件动画教案参考教案.docx
-
幼儿园童话故事《好吃的蛋糕》FLASH课件动画教案参考教案.docx
-
幼儿园咬人的缝隙安全教育PPT课件教案参考教案.docx
-
幼儿园圣诞节英语PPT课件教案参考教案.docx
-
幼儿园夏天的雷雨PPT课件教案参考教案.docx
-
幼儿园夏季防溺水PPT课件教案图片参考教案.docx
-
幼儿园大班《一片落叶》FLASH课件动画教案参考教案.docx
-
幼儿园大班《爱吃糖的大老虎》FLASH课件动画教案参考教案.docx
-
幼儿园大班健康《我换牙了》FLASH课件动画教案参考教案.docx
-
幼儿园大班动画《茅草引出的发明》FLASH课件动画参考教案.docx
-
幼儿园大班安全《不要随便摸我》保护隐私PPT课件+教学设计大班安全《不要随便摸我》教案.docx
-
幼儿园大班安全过马路ppt课件教案参考教案.docx
-
幼儿园大班拼音《m g q》FLASH课件动画教案参考教案.docx
-
闻鸡起舞PPT课件参考.docx
-
阿里巴巴和四十大盗PPT课件教案图片参考.docx
